VOCs催化燃烧设备



VOCs催化燃烧设备
- 在线订购
品名:有机废气处理设备
品牌:上海飞焰
发布时间:2020-09-16
应用:催化燃烧装置是指在催化剂作用下燃烧的装置或设备。催化燃烧装置的工作原理是:借助催化剂使有机废气在较低的起燃温度下进行无焰燃烧使有机废气分解为 的二氧化碳和水蒸汽!...
催化燃烧设备主要是利用催化剂来改变反应条件以达到在较低条件下去除有机物的净化装置,催化燃烧装置内所发生的气-固相催化反应的实质是活性氧参与的深度氧化作用。在催化净化过程中,催化剂用来降低化学反应的活化能,使反应条件更有利于所能控制的条件。借助催化剂的作用使废气在较低的起燃温度条件下,发生无焰燃烧,并将其氧化分解为无害的C02和H20,同时放出大量的热能,从而达到去除废气中有害物质的目的。
催化燃烧系统原理:
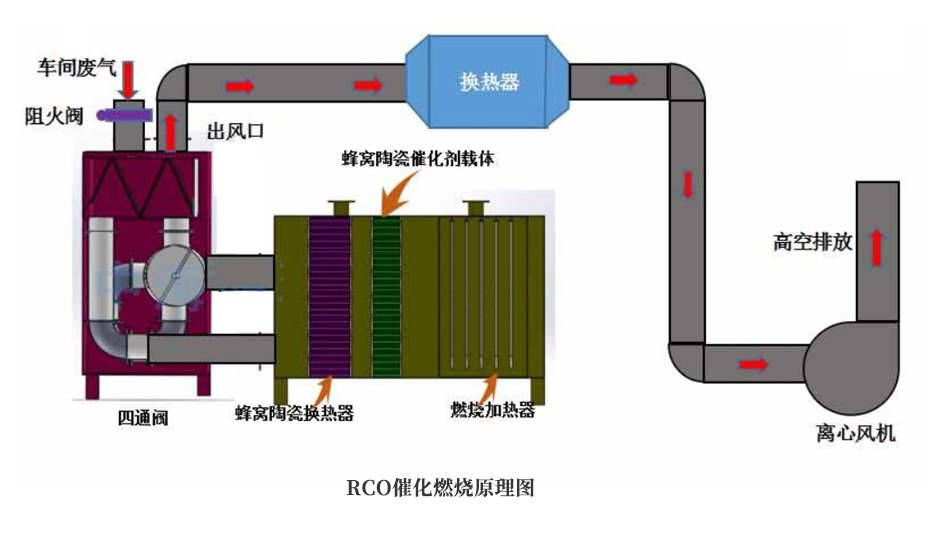
废气经收集后,通过旋转阀门进入事先蓄热的蓄热层,蓄热层将热量传递给废气,废气达到反应温度后,在催化剂层上发生氧化反应,反应后的气体通过另外-个蓄热层,将热量传递给该蓄热层,气体得到冷却,蓄热层温度得到升高。到达-定程度的时候,气体流向发生反转,未处理的低温废气进入上一循环已蓄热的蓄热层,然后发生催化反应后,又将热量传递给上一循环冷却的蓄热层。如此循环操作,实现污染物的催化氧化反应和热量的循环。
催化燃烧设备的优势:
1、高效废气净化率高,可达95%以上,热回收率高安全:低温反应,配有阻火系统、报警装置等保护措施。
2、无二次污染不产生氮氧化物等二次污染物,所有过程不造成二次污染。
3、自动化控制、能耗低操作简单,遇故障自动报警,低耗节能使用寿命长:高温不锈钢包边,防腐耐用,催化剂使用寿命长。
4、操作费用低RCO一般在有机废气达到一定浓度(1000mg/m3以上)时,净化装置中的加热室不需进行辅助加热,节省了费用。
5.高效的热量回收率热回收效率≥95% 。
催化燃烧设备适用于哪些行业?
RCO催化燃烧环保设备主要用于涂装、印刷、机电、家电、制鞋、塑料及各种化工车间里挥发或泄漏出的有害有机废气的净化,适用于较低浓度燃烧或催化燃烧和吸附回收处理的有机废气,尤其对大风量的处理场合,均可获得满意的经济效益和社会效益。 使有机废气中的碳氢化合物在温度较低的条件下迅速氧化成水和二氧化碳,达到治理的目的。
上一篇: 下一篇:RCO蓄热式催化燃烧装置




有机废气处理设备
- 烤烟房小型生物质颗粒燃烧机 07/29
- 蒸汽锅炉柴油燃烧机工厂直销 07/19
- 生物质气锅炉配套的燃气燃烧机 05/24
- 60万大卡PLC控制生物质颗... 05/21
- 锅炉柴油燃烧机工厂销售 04/21
- 三门峡4吨锅炉甲醇燃烧机 01/21
- 4吨锅炉甲醇燃烧机的应用 01/19
- 涂布机拉幅定型机低温燃烧器 01/13
联系我们
QQ:2711497680
手机:15639781876
邮箱:2711497680@qq.com
地址:上海市金山区卫清石化路1391号